

Le saldature sono le operazioni più importanti da eseguire nel corso del montaggio di un apparecchio elettronico. Il processo di saldatura consistite nell’unire due conduttori in modo che grazie all’aggiunta di un terzo materiale conduttore fuso ad una temperatura prestabilita, si formi un composto intermedio tra i tre conduttori tale che ne garantisca il collegamento permanente. Per cui vediamo come eseguire delle buone saldature.

Indice
Attrezzi per saldatura a stagno
Gli attrezzi per eseguire buone delle buone saldature a stagno sono diversi a seconda della tipologia, per cui avremo:
- Sistemi di saldatura SMD
- Saldatrici e crogioli per stagno
- Attrezzatura per saldatura manuale
I primi due sono di solito utilizzati in ambito industriale, mentre la saldatura manuale è puù semplice da realizzare.
Per la saldatura manuale possiamo avere: saldatori a stilo o Stazioni saldanti digitali o analogiche
Saldatori a stilo
Il saldatore a stilo è un attrezzo che serve per eseguire brasature dolci, cioè con materiale d’apporto a bassa temperatura di fusione, come lo stagno. Ve ne sono di diversi tipi, quelli per utilizzo nel campo elettronico hanno una punto di rame, di solito a stilo, che viene riscaldata da una resistenza elettrica, che la mantiene in temperatura (fino a 450 °C). Alcuni, per piccole riparazioni possono essere alimentati a batteria come quello descritto nell’articolo Saldatore a batterie per piccole riparazioni.

Stazioni saldanti digitali o analogiche
Le Stazioni saldanti digitali o analogiche a differenza dei saldatori a stilo, sono composte da un alimentatore e punta del saldatore separati, in modo da controllare la tensione di uscita ed in questo modo regolare la temperatura. Nella maggior parte dei casi la temperatura ottimale sarà tra i 250 ed i 330 gradi centigradi. Un esempio di stazione saldante può essere trovate nell’articolo Stazione di saldatura digitale ST50-D 50W.

Stazione Saldatura ST50 D50W

Lo stagno per saldatura
Negli anni scorsi si utilizzava di solito della filo da saldatura formato da una lega di stagno (Sn) al 60% e piombo (Pb) al 40%, con una temperatura di fusione di circa 190°C.
La lega Stagno Piombo non è più utilizzabile a causa della presenza del Piombo (sostanza cancerogena). Perciò per saldare vengono utilizzate altri tipi di leghe tra cui Sn-Cu, Sn-Ag-Cu, Sn-Ag.

Rotoli di stagno
A tal riguardo i costruttori devono fornire la certificazione di qualità del prodotto commercializzato. (Certificazione RoHS.)
Lo stagno viene fornito sotto forma di filo con diametro che può essere di 1,5 mm – 1 mm – 0,7 mm. Per la realizzazione di circuiti elettronici si adottano diametri da 0,7 e 1 mm.
Il filo di stagno è costituito da un’anima di resina fondente semitrasparente che ha lo scopo di facilitare la saldatura, ne migliora la diffusione del calore e previene la formazione di ossidi.
Utilizzare la giusta temperatura permette di massimizzare l’efficienza termica utilizzando la temperatura più bassa possibile in modo da prevenire possibili danni alle schede ed ai componenti.
Sul sito di Futura Elettronica (codice 8300-SOLD100G8) è possibile acquistare dei rocchetto di stagno per saldatura del peso di 100 grammi con filo diametro 0,8 mm. Lega composta dal 63% di stagno e 37% di piombo, anima con flussante, punto di fusione 185°C.
![]()

Come effettuare delle buone saldature
Vediamo ora come eseguire nel migliore dei modi le saldature, analizzeremo per esempio la necessità di saldare dei componenti tradizionali, cioè non del tipo a montaggio superficiale su un circuito stampato.
La prima operazione per eseguire buone saldature è quella di piegare i terminali (reofori) dei componenti mediante una pinza a becchi lunghi oppure tramite un attrezzo per piegatura di componenti (costo circa 2€) in modo che possano entrare all’interno dei fori della basetta.
Piega componenti
La piega dei reofori deve avvenire a sufficiente distanza dal corpo del componente al fine di evitare la rottura del dispositivo.
Ora ripieghiamo leggermente i reofori una volta inseriti nei fori della basetta per evitare la loro caduta accidentale.
Inserite e saldate i componenti partendo da quelli più bassi in questo modo è possibile appoggiare lo stampato sul banco di lavoro senza far uscire i componenti.
Passiamo ora alla saldatura, seguendo questa sequenza di operazioni:
- Controlliamo che la punta del saldatore sia pulita e ben stagnata, nel caso utilizziamo la spugna imbevuta d’acqua.
- Portiamo la temperatura del saldatore a quella di fusione del nostro filo-
- Iniziamo con il preriscaldare sia la piazzola che il reoforo, per cui poniamo la punta del saldatore a loro contatto per un tempo variabile tra 1 e 2 secondi;
- Ora senza togliere la punta del saldatore sciogliamo la lega saldante tra il reoforo e la piazzola, e non direttamente sulla punta del saldatore. Lo stagno sciolto dovrà ricoprire l’intera superficie della piazzola. Questa seconda operazione non dovrà superare i 2 o 3 secondi, e permetterà l’azione del flussante.
- Togliamo quindi il filo di stagno e dopo il saldatore, a questo punto la lega di saldatura si solidificherà.
Se lo stagno non ricopre interamente la superficie vuol dire che il rame è freddo o sporco o che la lega saldante è di qualità scadente
La saldatura dovrà avvenire in corrispondenza della piazzola, lo stagno non è da disperdere nelle piste vicine, fate attenzione soprattutto quando saldate i pin di un circuito integrato, in questo modo si evitano cortocircuiti e relativi malfunzionamenti.
Terminate le saldature, potete tagliare i reofori in eccesso aiutandovi con una piccola tronchesina.
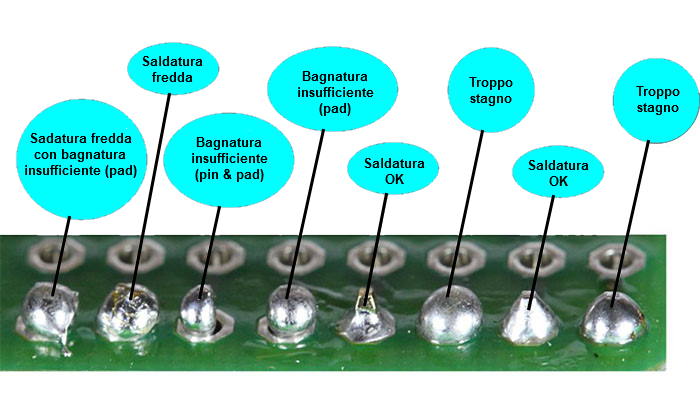
La saldatura sarà perfetta se:
- Lo stagno “bagna” bene la superficie da saldare espandendosi su di essa.
- La superficie è lucida.
- Angolo molto piccolo.
- Tirando i terminali non si staccano.
- Con il passare degli anni queste caratteristiche rimangono inalterate.
La saldatura è da considerare fredda se:
- Lo stagno non “bagna” i terminali.
- Adesione meccanica tra reoforo e piazzola è pessima,
- Lo stagno sembra “fuggire” dai terminali.
- Si forma un angolo molto grande fra superficie dello stagno e materiale da saldare.
- Tirando i reofori questi si staccano con facilità.
- Il contatto elettrico non è buono,
- Invecchiando la saldatura si evidenziano ancor più questi difetti.
Tra le possibili cause di una saldatura fredda abbiamo:
- La temperatura della punta del saldatore non era abbastanza elevata o è stato tenuto poco sulle superfici da saldare. Rimedio: aumentare la temperatura del saldatore, preriscaldare maggiormente le parti da saldate.
- Temperatura del rame (piazzole di connessione) troppo bassa. Rimedio: preriscaldare maggiormente le parti da saldate.
- I terminali erano ossidati oppure è stato usato stagno vecchio e perciò senza flussante. Rimedio: sostituire il tipo di lega saldante.
- La saldatura è stata mossa prima del completo raffreddamento. Rimedio: mantenere il saldatore sul punto di saldatura qualche secondo per permettere al flussante di agire.
- La punta ossidata del saldatore non ha permesso un efficiente trasferimento di calore alle superfici da saldare. Rimedio: mantenere la punta pulita, utilizzare la spugna presente sulla stazione di saldatura
- Temperatura dello stagno (lega saldante) troppo bassa. Rimedio: aumentare la temperatura del saldatore.
Se volete poi una guida compatta da tenere sul banco potete scaricare la guida Soldering is Easy (Saldare è semplice), la cui versione in lingua inglese è stata curata da:
- narrazione di Mitch Altman
- adattamento fumetti Andie Nordgren
- a cura di Jeff Keyzer
Oltre all’originale in inglese, ne esiste una versione in italiana curata da Michele Maffucci

